Precision Die Casting Design - Expertlösningar för metallkomponenter, Formar, och högkvalitativ tillverkning
Gjutdesign: Precisionsteknik för högkvalitativa gjutkomponenter
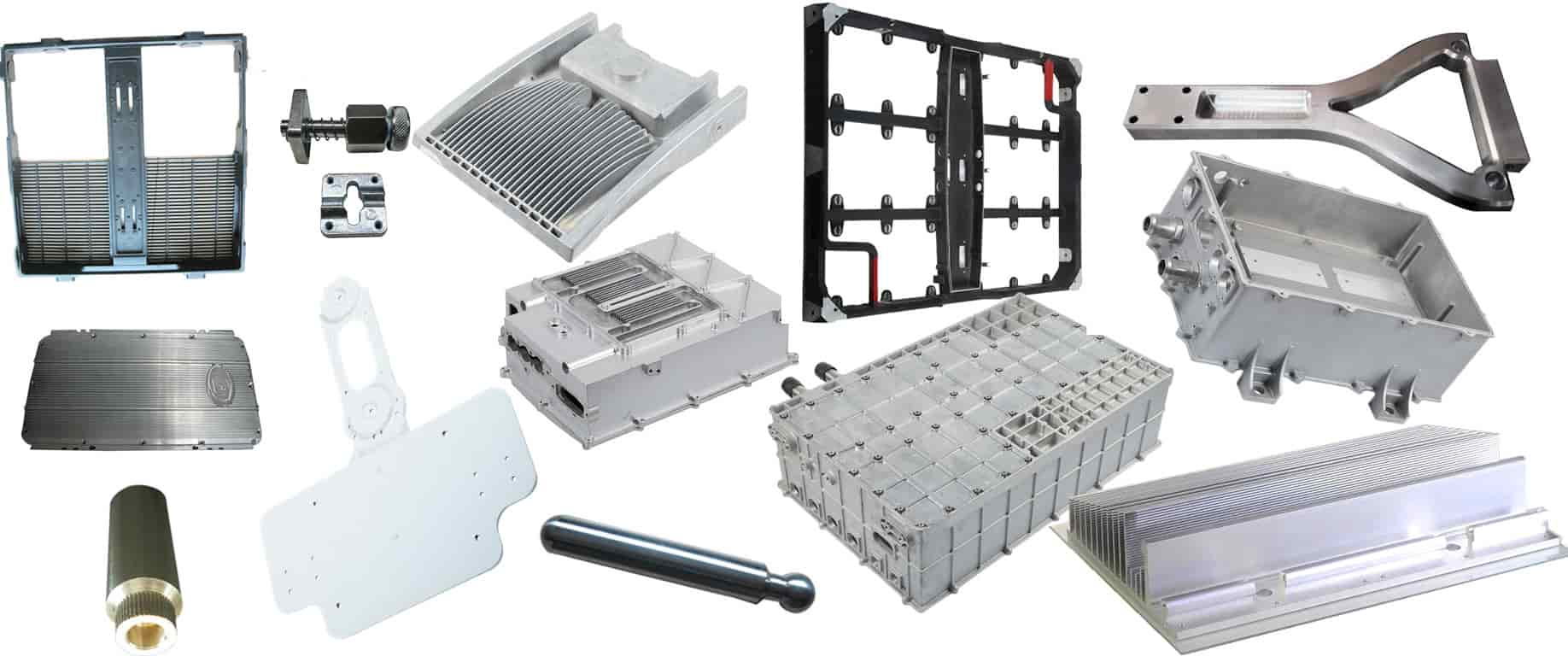
Die Casting Design är ett kritiskt steg för att producera metalldelar av hög kvalitet effektivt. En välkonstruerad gjutningsdesign balanserar delens funktion med tillverkbarhet och kostnadsmål:innehållsbehandling[oa:0]{index = 0}. För köpchefer, designtekniker, och OEM -klienter, Effektiv design säkerställer tillförlitlig produktion och minimala defekter. Viktiga överväganden som geometri, urval, och mögelplanering är avgörande för att optimera gjutningsprocessen för aluminium, zink, elektromagnetisk och termisk strålning, och andra legeringar.
A384 är en aluminiumlegering som vanligtvis används vid pressgjutning. Det har bra [...]
Gjutdesign: Precisionsteknik för högkvalitativa gjutkomponenter
Die Casting Design är ett kritiskt steg för att producera metalldelar av hög kvalitet effektivt. En välkonstruerad gjutningsdesign balanserar delens funktion med tillverkbarhet och kostnadsmål:innehållsbehandling[oa:0]{index = 0}. För köpchefer, designtekniker, och OEM -klienter, Effektiv design säkerställer tillförlitlig produktion och minimala defekter. Viktiga överväganden som geometri, urval, och mögelplanering är avgörande för att optimera gjutningsprocessen för aluminium, zink, elektromagnetisk och termisk strålning, och andra legeringar.
1. Geometri och gjutningsdesign
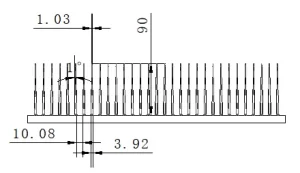
Del geometri har en direkt inverkan på gjutbarhet. Enhetlig väggtjocklek är viktig: Att upprätthålla konsekvent tjocklek främjar fullständig mögelfyllning och till och med kylning, Minska krympningsfel:innehållsbehandling[oa:1]{index = 1}.:innehållsbehandling[oa:2]{index = 2}. Extremt tjockleksvariationer bör undvikas eller övergår gradvis. Utarbeta utkast (avsmalning) På alla vertikala väggar - särskilt djupare eller interna funktioner - för att underlätta utkastet från formen:innehållsbehandling[oa:3]{index = 3}.:innehållsbehandling[oa:4]{index = 4}. Generösa filéer och radier i hörnen hjälper metallflödet och minimerar spänningskoncentrationer. Detta förbättrar också styrka och verktygsliv.
Enhetliga väggar: Sträva efter lika väggtjocklek; Detta styr metallflöde och stelning
Dragvinklar: Lägg till avsmalnande (vanligtvis 1–3 ° per sida) på alla vertikala väggar för att möjliggöra ren utkast
Filéer och radier: Använd stora radier på interna och externa kanter för att släta metallflödet och stärka hörnen
Revben och chefer: Inkorporera revben för styvhet i tunna områden och chefer för montering, utformad för att undvika förändringar av skarp tjocklek
Fickor/metallbesparare: Använd kärnor för att minska vikten; säkerställa tillräckligt utkast i dessa funktioner.
2. Materialval och legeringar
Att välja lämpligt gjutmaterial är nyckeln till att uppfylla prestanda och kostnadskrav. Aluminiumlegeringar (som A380, A360, ADC12) används allmänt på grund av deras höga styrka-till-viktförhållande, korrosionsmotstånd, och god bearbetbarhet Dessa egenskaper gör att aluminium dör perfekt för fordon, flyg, och industrikomponenter. Zinklegeringar (Ladeserie) Erbjud hög fluiditet och utmärkt ytfinish för intrikata delar. Magnesiumlegeringar Ge extremt lätta gjutningar och används i flyg- och elektronikapplikationer.
Aluminiumlegeringar: Gemensamma betyg (A380, A360) ge styrka, korrosionsmotstånd, och god bearbetbarhet:innehållsbehandling[oa:13]{index = 13}.
Zinklegeringar: Idealisk för detaljerad, små delar; De levererar fina funktioner och överlägsen As-Cast-finish:innehållsbehandling[oa:14]{index = 14}.
Magnesiumlegeringar: Extremt lätt, Lämplig för högpresterande applikationer trots högre materialkostnad.
Andra legeringar: Överväg kopparbaserade eller speciallegeringar om projektet kräver (ledningsförmåga, vi kan bara anodisera vitt).
Avskedslinje och utkast: Avskedslinjen är belägen för att minimera blixt och möjliggöra en enkel delning:innehållsbehandling[oa:16]{index = 16}. Utkast till vinklar i formen matchar deldesignen för att främja smidig utkastEjektionssystem: Stift, ärm, och bilder är ordnade för att mata ut gjutningen utan skador, Med tanke på en delgeometri.
Mögelmaterial och härdning: Hållbara verktygsstål (t.ex., H13) och ytbehandlingar (härdning, beläggningar) används för livslängd under högt tryck och temperatur.
Denna Precision Mold Design -strategi säkerställer att delar möter snäva dimensionella toleranser och uppnår konsekvent kvalitet över produktionskörningar.
4. Storlek och tillverkbarhet
Design för tillverkbarhet är avgörande i gjutningen. Överväga utrustning och processbegränsningar tidigt: Maximal skottstorlek och maskinkapacitet dikterar delstorlek. Undvik djupa underskott eller funktioner som kräver komplexa glidande kärnor, Eftersom dessa lägger till kostnader och underhåll. Förenkla delgeometri för att minimera verktygskomplexiteten; Överlägsna mekaniska och höghållfasta fysiska egenskaper med exakt storlek och exceptionell hårdhet, Rikta in hål och chefer längs avskedsanvisningar, eller dela en stor församling i underkomponenter om det behövs. Arbeta med vårt ingenjörsteam för att verifiera att dimensioner och toleranser passar massproduktion. Korrekt designval säkerställer robust tillverkning i skala.
Undvik djupa underskattar och designdelar för enkel mögelöppning.
Förenkla komplexa funktioner för att minska verktygskomplexiteten (t.ex., Använd filéer och utskärningar).
Planera realistiska toleranser: Ring ut bearbetning för kritiska passningar endast.
Segment stora delar eller använd undermonteringar om ett stycke matgjutning är opraktiskt.
5. Ytbehandling och efterbehandlingsalternativ
Die gjutna ytor kan anges för att uppfylla både funktionella och kosmetiska krav. Den gjutna ytan beror på mögelytan: Mycket polerade hålrum ger släta ytor, Medan strukturerade hålrum producerar mattfinish. Standardfinishklasser indikerar grovheten hos en gjut yta. Efter gjutning, Delar kan bearbetas, vibratoriska färdiga, eller belagd (pläterad, Kylflänsar av pressgjuten aluminium, målad) för att uppnå slutliga toleranser och utseende. Vid design, redogöra för pläterings- eller beläggningstjocklekar i toleransberäkningar för att säkerställa att delar uppfyller ytkvalitetskraven.
målningen är 0,03 mm: Precisionsmögel som används för att producera ett bilkontrollhus (gjutning i aluminium).målningen är 0,03 mm: Färdig aluminiumgjutna bostäder med bearbetade funktioner för en OEM-elektronikhölje.
Kontakta oss
Redo att optimera din produkt med Expert Die Casting Design? Vårt team tillhandahåller OEM Die Casting Solutions och precisionsteknikstöd. Kontakta oss idag för att diskutera dina projektkrav, materialval, eller för att begära en offert. Vi ser fram emot att hjälpa dig att uppnå högkvalitativ, kostnadseffektiv matrisproduktion.
Lista ditt projekt
Redo att optimera din produkt med Expert Die Casting Design? Vårt team tillhandahåller OEM Die Casting Solutions och precisionsteknikstöd.