Design di precisioni - Soluzioni di esperti per i componenti metallici, Stampi, e produzione di alta qualità
Disegni da morire: Ingegneria di precisione per componenti fuso di alta qualità
Il design della fusione è un passo fondamentale nella produzione in modo efficiente di parti metalliche di alta qualità. Un design di fusione ben progettato equilibra la funzione della parte con obiettivi di produzione e costi:ContentReference[oaicite:0]{indice = 0}. Per i gestori degli acquisti, Ingegneri di progettazione, e clienti OEM, un design efficace garantisce una produzione affidabile e difetti minimi. Considerazioni chiave come la geometria, Selezione del materiale, e la pianificazione della muffa è essenziale per ottimizzare il processo di fusione per l'alluminio, zinco, magnesio, e altre leghe.
Considerazioni sulla progettazione chiave nel casting in alluminio
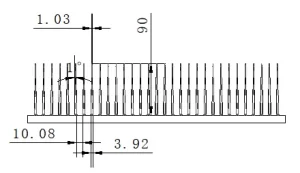
Ad alta conducibilità termica dissipatori di calore fust di calore design manuale in lega di alluminio in lega alloggiamento del fustea è una chiave [...]
Ad alta conducibilità termica dissipatori di calore fust di calore design manuale in lega di alluminio in lega alloggiamento del fustea è una chiave [...]
Ad alta conducibilità termica dissipatori di calore fust di calore design manuale in lega di alluminio in lega alloggiamento del fustea è una chiave [...]
Quanto grande puoi morire fuso? SYX LTD può realizzare parti di fusione fino a 250 [...]
11 dicembre
Disegni da morire: Ingegneria di precisione per componenti fuso di alta qualità
Il design della fusione è un passo fondamentale nella produzione in modo efficiente di parti metalliche di alta qualità. Un design di fusione ben progettato equilibra la funzione della parte con obiettivi di produzione e costi:ContentReference[oaicite:0]{indice = 0}. Per i gestori degli acquisti, Ingegneri di progettazione, e clienti OEM, un design efficace garantisce una produzione affidabile e difetti minimi. Considerazioni chiave come la geometria, Selezione del materiale, e la pianificazione della muffa è essenziale per ottimizzare il processo di fusione per l'alluminio, zinco, magnesio, e altre leghe.
1. Geometria e design di casting
La geometria in parte ha un impatto diretto sulla castabilità. Lo spessore della parete uniforme è importante: Il mantenimento dello spessore coerente promuove il riempimento completo dello stampo e persino il raffreddamento, Ridurre i difetti di restringimento:ContentReference[oaicite:1]{indice = 1}:ContentReference[oaicite:2]{indice = 2}. Le variazioni di spessore estremo dovrebbero essere evitate o transitate gradualmente. Includere la bozza (rastremazione) Su tutte le pareti verticali, in particolare caratteristiche più profonde o interne, per facilitare l'espulsione dallo stampo:ContentReference[oaicite:3]{indice = 3}:ContentReference[oaicite:4]{indice = 4}. I filetti e i raggi generosi agli angoli aiutano il flusso di metallo e minimizzano le concentrazioni di sollecitazione. Questo migliora anche la forza e la vita degli strumenti.
Pareti uniformi: Cerca lo spessore della parete uguale; Questo controlla il flusso e la solidificazione del metallo
Angoli di tiraggio: Aggiungi cono (Tipicamente 1–3 ° per lato) Su tutte le pareti verticali per consentire l'espulsione pulita
Filetti e raggi: Utilizzare raggi grandi su bordi interni ed esterni per lisce il flusso di metallo e rafforzare gli angoli
Costole e boss: Incorporare le costole per la rigidità in aree sottili e boss per il montaggio, progettato per evitare cambiamenti di spessore acuto
Tasche/risparmiatori di metallo: Usa le cavità del nud per ridurre il peso; Garantire una bozza sufficiente in queste caratteristiche.
2. Selezione e leghe del materiale
La selezione del materiale di fusione del dado è fondamentale per soddisfare le prestazioni e i requisiti di costo. Leghe di alluminio (come A380, A360, ADC12) sono ampiamente utilizzati a causa del loro elevato rapporto resistenza, Resistenza alla corrosione, e buona machinabilità queste proprietà rendono il casting di stampo in alluminio ideale per automobili, aerospaziale, e componenti industriali. Leghe di zinco (Serie di Lades) Offri un'elevata fluidità e una finitura superficiale eccellente per parti intricate. Leghe di magnesio Fornire getti estremamente leggeri e sono utilizzati nelle applicazioni aerospaziali ed elettroniche.
Leghe di alluminio: Gradi comuni (A380, A360) fornire forza, Resistenza alla corrosione, e buona macchinabilità:ContentReference[oaicite:13]{indice = 13}.
Leghe di zinco: Ideale per dettagliato, Piccole parti; Forniscono caratteristiche fini e finitura più costosa:ContentReference[oaicite:14]{indice = 14}.
Leghe di magnesio: Estremamente leggero, Adatto per applicazioni ad alte prestazioni nonostante il costo del materiale più elevato.
Altre leghe: Prendi in considerazione leghe basate sul rame o speciali se il progetto richiede (conduttività, possiamo solo anodizzare il bianco).
3. Design di stampo di precisione
Stampo di precisione (utensileria) Il design è alla base della produzione di fichi di successo. Gli elementi di design dello stampo chiave includono:
Sistemi di corridore e gate: Size e posizionati con cura per garantire il riempimento della cavità completa senza turbolenza o trappole d'aria.
Canali di raffreddamento: Passaggi di refrigerante ottimizzati mantengono la temperatura uniforme dello stampo, ridurre i tempi di ciclo, e minimizzare le sollecitazioni interne
Linea di separazione e bozza: La linea di separazione si trova per ridurre al minimo il flash e consentire una facile rimozione della parte:ContentReference[oaicite:16]{indice = 16}. Gli angoli del tiraggio nello stampo corrispondono al design della parte per promuovere l'espulsione regolareSistema di eiettore: Pin, maniche, e le diapositive sono organizzate per espellere il casting senza danni, Considerando la geometria in parte.
Materiale della muffa e indurimento: Acciai per utensili durevoli (per esempio., H13) e trattamenti superficiali (indurimento, rivestimenti) sono utilizzati per la longevità ad alta pressione e temperatura.
Questo approccio di progettazione dello stampo di precisione garantisce che le parti soddisfino tolleranze dimensionali strette e raggiungano una qualità costante tra le corse di produzione.
4. Dimensioni e produzione
Il design per la produzione è cruciale nella fusione. Considera presto i vincoli di attrezzatura e di processo: La dimensione massima del tiro e la capacità della macchina determinano la dimensione della parte. Evita sottosquadri o caratteristiche profonde che richiedono core scorrevoli complessi, Poiché questi aggiungono costi e manutenzione. Semplifica la geometria della parte per ridurre al minimo la complessità degli utensili; Per esempio, Allinea buchi e boss lungo le direzioni di separazione, o dividere un grande assemblaggio in sottocomponenti, se necessario. Lavora con il nostro team di ingegneria per verificare che le dimensioni e le tolleranze soddisfino la produzione di massa. Le opzioni di progettazione adeguate garantiscono una produzione solida su vasta scala.
Evita sottosquadri profondi e parti di progettazione per una facile apertura dello stampo.
Semplifica funzionalità complesse per ridurre la complessità degli utensili (per esempio., Usa filetti e ritagli).
Pianifica tolleranze realistiche: Chiama solo la lavorazione per adattamenti critici.
Segmento di grandi parti o usa i sottoassembles se la fusione di un pezzo è poco pratico.
5. Opzioni di finitura e finitura di superficie
Le superfici del cast da morire possono essere specificate per soddisfare i requisiti sia funzionali che cosmetici. La finitura in fast dipende dalla superficie dello stampo: Le cavità altamente lucidate producono superfici lisce, mentre le cavità strutturate producono finiture opache. Le classi di finitura standard indicano la rugosità di una superficie as-cast. Dopo il casting, Le parti possono essere lavorate, Rifinito vibratorio, o rivestito (placcato, anodizzato, dipinto) Per ottenere tolleranze e aspetto finali. Durante la progettazione, tenere conto di eventuali spessori di placcatura o rivestimento nei calcoli della tolleranza per garantire che le parti soddisfino i requisiti di qualità della superficie.
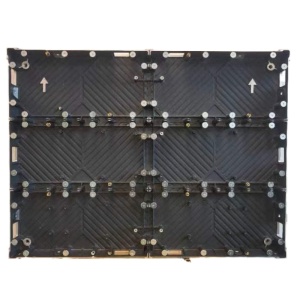
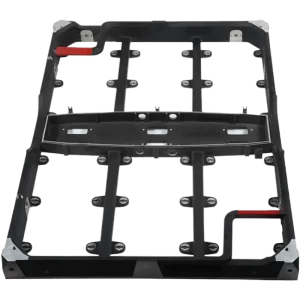
la pittura è 0,03 mm: Stampo di precisione utilizzato per produrre un alloggiamento di controllo automobilistico (morire cast in alluminio).la pittura è 0,03 mm: Alloggiamento del fust di alluminio finito con caratteristiche lavorate per un recinto di elettronica OEM.
Contattaci
Pronto a ottimizzare il tuo prodotto con il design di fieri esperti? Il nostro team fornisce OEM Die Casting Solutions e supporto ingegneristico di precisione. Contattaci oggi per discutere i requisiti del tuo progetto, scelte materiali, o per richiedere un preventivo. Non vediamo l'ora di aiutarti a ottenere di alta qualità, Produzione di ficcanità economica.
Elenca il tuo progetto
Pronto a ottimizzare il tuo prodotto con il design di fieri esperti? Il nostro team fornisce OEM Die Casting Solutions e supporto ingegneristico di precisione.
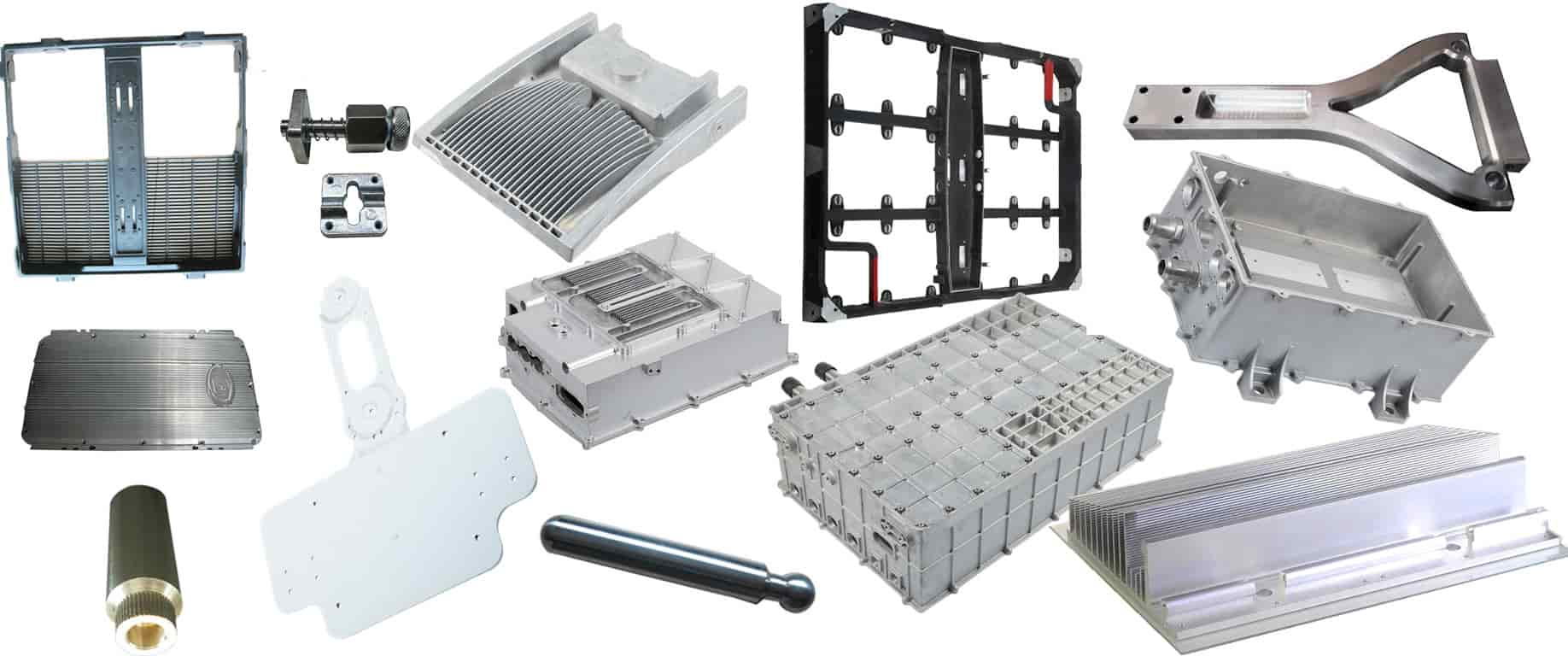
Gli esempi seguenti illustrano progetti tipici e soluzioni in parte. Ognuno mette in mostra componenti del cast di alta qualità e strumenti di precisione.
Che tu stia progettando un singolo componente o una produzione di ridimensionamento, Sfrutta le conoscenze manifatturiere della Cina per dare vita al tuo prodotto.